The healthcare industry depends heavily on precision, hygiene, and reliability. From surgical instruments to advanced filtration systems, every component used in medical applications must meet strict quality and safety standards. One material that has become increasingly important in this sector is monofilament yarn. Known for its strength, durability, smooth surface, and chemical resistance, monofilament yarn in medical-grade filtration and healthcare devices where precision and cleanliness are critical.
As healthcare technologies continue to evolve, manufacturers are constantly searching for high-performance materials that can support advanced medical processes. Monofilament yarn has emerged as a trusted solution because of its ability to maintain structural integrity while meeting the demanding requirements of medical environments.
What Is Monofilament Yarn?
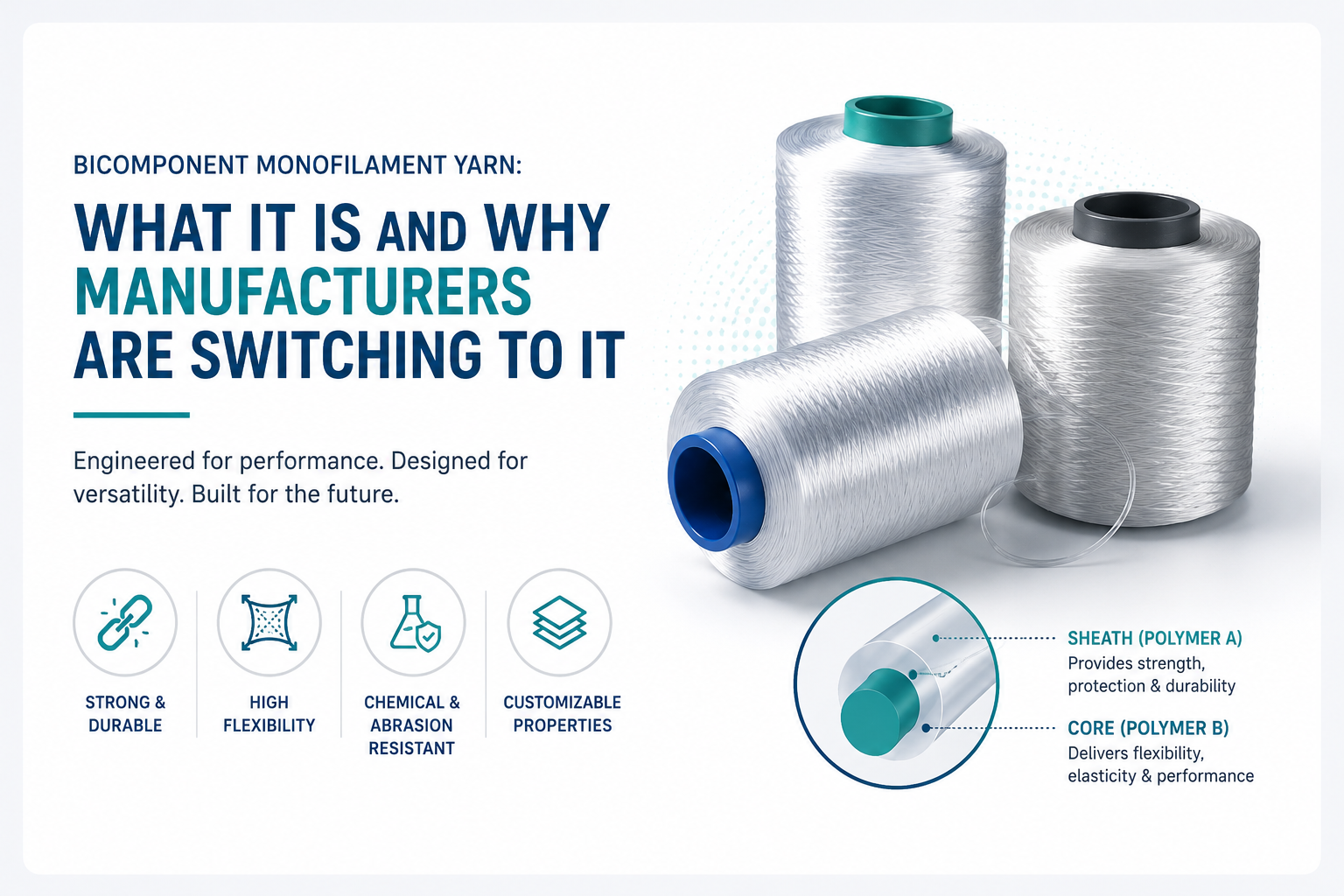
Monofilament yarn is a single continuous strand of synthetic fiber manufactured using materials such as polyester, nylon, polypropylene, and polyethylene. Unlike multifilament yarns, which consist of multiple smaller fibers twisted together, monofilament yarn is made from a single filament. This unique structure provides exceptional strength, smoothness, and uniformity.
The yarn can be produced in different diameters, thicknesses, and tensile strengths depending on the intended application. In medical and filtration industries, precision-engineered monofilament yarn is highly valued because it delivers consistent performance under demanding conditions. Manufacturers focusing on healthcare applications often prioritize advanced production standards because the precision engineering in monofilament yarn directly affects filtration accuracy and device reliability.
Why Monofilament Yarn Is Important in Medical Applications
Medical-grade products require materials that are:
- Biocompatible
- Chemically resistant
- Easy to sterilize
- Durable under repeated use
- Free from fiber shedding
- Resistant to moisture and contamination
Monofilament yarn meets these requirements effectively. Its smooth surface minimizes bacterial accumulation and particle retention, making it suitable for applications where cleanliness is essential.
Additionally, monofilament yarn can withstand sterilization methods such as steam sterilization, chemical sterilization, and UV exposure without losing its mechanical properties. This makes it a preferred material in hospitals, laboratories, and pharmaceutical environments.
Role of Monofilament Yarn in Medical-Grade Filtration
One of the most important applications of monofilament yarn is in medical-grade filtration systems. Filtration plays a critical role in healthcare because it helps remove contaminants, bacteria, particles, and impurities from air, fluids, and medical solutions.
1. Air Filtration Systems
Hospitals and healthcare facilities rely on advanced air filtration systems to maintain sterile environments. Monofilament yarn is commonly used in woven filtration fabrics that support HEPA and industrial medical filters.
These filters help remove:
- Airborne bacteria
- Dust particles
- Pathogens
- Allergens
- Contaminants in operating rooms
The uniform structure of monofilament yarn allows precise pore sizes in filtration fabrics, ensuring highly efficient filtration performance.
2. Blood Filtration Devices
In blood filtration and dialysis systems, precision is extremely important. Monofilament yarn is used in filtration meshes that separate unwanted particles while allowing essential components to pass through safely.
The material’s smooth surface reduces friction and minimizes the risk of contamination during medical procedures. Its chemical resistance also ensures stability when exposed to bodily fluids and sterilization chemicals.
3. Pharmaceutical Filtration
Pharmaceutical manufacturing requires sterile filtration systems to maintain product purity. Monofilament yarn-based filter fabrics are used to filter liquids, powders, and chemical compounds during drug manufacturing processes.
Because monofilament yarn provides consistent mesh openings, it supports accurate filtration and prevents contamination in pharmaceutical production lines.
4. Surgical Fluid Filtration
Medical filtration systems are also used to manage surgical fluids and waste. Monofilament filter fabrics help separate solid particles from fluids efficiently while maintaining high durability under continuous exposure to chemicals and moisture. Businesses looking to improve product lifespan often study how monofilament yarn improves durability in industrial and healthcare applications.
Applications of Monofilament Yarn in Healthcare Devices
Beyond filtration, monofilament yarn is widely used in various healthcare devices and medical equipment because of its reliability and performance characteristics.
Surgical Meshes
Monofilament yarn is used in surgical meshes for procedures such as hernia repair and tissue reinforcement. The material provides:
- High tensile strength
- Flexibility
- Biocompatibility
- Reduced infection risk
Its smooth structure reduces tissue irritation and supports patient recovery.
Sutures and Medical Threads
Certain types of monofilament yarn are used in surgical sutures because they offer low tissue resistance and reduced bacterial absorption. Monofilament sutures are easier to sterilize and cause less trauma during surgical procedures.
Medical Textiles
Healthcare textiles such as protective garments, masks, and sterile covers often include monofilament yarn components. The yarn improves durability while maintaining lightweight and breathable properties.
Diagnostic Equipment
Medical diagnostic devices often require precision filtration membranes and woven mesh components. Monofilament yarn helps manufacturers create accurate and reliable medical testing systems.
Catheter and Tube Reinforcement
Some medical tubing products use monofilament yarn as reinforcement material to improve flexibility and structural strength without increasing weight.
Key Benefits of Monofilament Yarn in Healthcare Manufacturing
Exceptional Durability
Monofilament yarn offers excellent tensile strength and abrasion resistance, making it suitable for continuous use in demanding medical environments.
Precise Filtration Performance
The consistent diameter of monofilament yarn enables manufacturers to create highly accurate mesh structures for controlled filtration efficiency.
Low Moisture Absorption
Many monofilament materials resist moisture absorption, helping maintain hygiene and reducing microbial growth.
Chemical Resistance
Healthcare environments involve frequent exposure to disinfectants, sterilization agents, and chemicals. Monofilament yarn maintains stability under such conditions.
Smooth Surface Finish
The smooth structure reduces friction, minimizes contamination risks, and prevents particle retention.
Long Service Life
Medical filtration systems made with monofilament yarn often last longer because the material resists wear and deformation over time.
Choosing the Right Monofilament Yarn for Medical Applications
Selecting the right monofilament yarn depends on multiple factors, including:
Material Type
Different polymers offer different performance benefits. For example:
- Nylon provides flexibility and strength
- Polyester offers chemical resistance and dimensional stability
- Polypropylene delivers lightweight performance and moisture resistance
Yarn Diameter
The required filtration level or device performance determines the yarn thickness and mesh structure.
Sterilization Compatibility
The yarn must withstand sterilization methods without degradation.
Regulatory Compliance
Medical applications require compliance with strict quality and safety standards to ensure patient safety and product reliability.
Working with an experienced monofilament yarn manufacturer helps healthcare companies choose the right specifications for their applications. Companies can also explore how to choose the right monofilament yarn for your product to better understand selection criteria for specialized industrial and medical uses.
The Future of Monofilament Yarn in Healthcare
The future of healthcare manufacturing is closely tied to innovation in materials and filtration technologies. As medical devices become more advanced, the need for precision-engineered yarns and filtration systems will continue to increase.
Emerging trends include:
- Advanced antimicrobial filtration fabrics
- Smart medical textiles
- High-efficiency pharmaceutical filtration systems
- Sustainable and recyclable medical materials
- Ultra-fine monofilament mesh technologies
Sustainability is also becoming a major focus in healthcare manufacturing. Many companies are now exploring sustainable and eco-friendly monofilament yarn solutions to reduce environmental impact while maintaining high performance standards.
Manufacturers are investing in research and development to create next-generation monofilament yarn solutions that improve patient safety, healthcare efficiency, and environmental sustainability.
Conclusion
Monofilament yarn has become an essential material in medical-grade filtration and healthcare devices because of its strength, precision, hygiene, and reliability. From hospital air filtration systems to surgical meshes and pharmaceutical processing, its applications are vast and continually expanding.
Its smooth surface, chemical resistance, durability, and ability to support precise filtration make it one of the most trusted materials in modern healthcare manufacturing. As medical technology advances, monofilament yarn will continue to play a vital role in supporting safer, cleaner, and more efficient healthcare systems worldwide.
For industries seeking high-performance filtration and medical textile solutions, choosing premium-quality monofilament yarn can significantly improve product reliability, operational efficiency, and long-term performance.
At Shanthi Industries, we specialize in manufacturing high-quality precision monofilament yarn solutions designed to meet the evolving demands of industries such as healthcare, filtration, textiles, and industrial applications. With a strong focus on quality, innovation, and performance, we continue to deliver reliable monofilament yarn products that support advanced manufacturing requirements across global markets.
FAQs – Monofilament Yarn in Medical-Grade Filtration and Healthcare Devices
1. What is monofilament yarn used for in healthcare applications?
Monofilament yarn is widely used in healthcare applications such as medical-grade filtration systems, surgical meshes, sutures, diagnostic equipment, and protective medical textiles. Its strength, smooth surface, and chemical resistance make it ideal for sterile environments.
2. Why is monofilament yarn preferred for medical-grade filtration?
Monofilament yarn provides precise and consistent mesh openings, which helps achieve accurate filtration performance. It also resists contamination, moisture absorption, and chemical exposure, making it suitable for critical medical filtration systems.
3. How does monofilament yarn improve durability in healthcare devices?
Monofilament yarn offers high tensile strength, abrasion resistance, and dimensional stability. These properties help healthcare devices and filtration systems maintain long-term performance even under continuous use.
4. Which materials are commonly used to manufacture medical monofilament yarn?
Medical monofilament yarn is commonly made from materials such as polyester, nylon, polypropylene, and polyethylene. Each material offers specific advantages depending on the healthcare application.
5. Is monofilament yarn environmentally sustainable?
Many manufacturers are now developing sustainable and eco-friendly monofilament yarn solutions using recyclable materials and energy-efficient production methods to reduce environmental impact.