The global manufacturing landscape is undergoing a massive shift, driven by the demand for materials that offer high precision, durability, and versatility. Among these breakthrough materials, a single, continuous strand of synthetic fiber has quietly revolutionized multiple sectors: monofilament yarn. Unlike multifilament yarns, which consist of several tiny spun strands, a monofilament yarn is engineered as a single solid strand. This unique structure provides exceptional tensile strength, uniform diameter, and superior resistance to chemical and environmental wear.
Today, the strategic integration of monofilament yarn in modern industries has unlocked new engineering possibilities. From the delicate precision required in medical surgeries to the rugged demands of deep-sea fishing and heavy manufacturing, this material has become indispensable. The unique way these single strands are manufactured directly dictates their field performance; you can explore this deeply in our guide on the impact of precision engineering monofilament.
As a leading innovator in industrial textiles, Shanthi Industries looks closely at the top 10 applications driving innovation, efficiency, and sustainability across various global sectors today.
1. High-Precision Technical Filtration
Industrial filtration requires materials that can withstand high pressure, chemical exposure, and extreme temperatures while maintaining exact pore sizes. Monofilament yarn is the gold standard for weaving high-precision filter fabrics.
Because the strand is completely smooth and uniform, weavers can create filter meshes with incredibly precise micron ratings. These filters are heavily utilized in water treatment facilities, chemical processing plants, and the automotive sector to strain out impurities without clogging or degrading over time, proving how effectively monofilament yarn improves product durability in harsh environments.
2. Advanced Medical Textiles and Healthcare
The healthcare sector demands biocompatibility, sterilization tolerance, and absolute reliability. This is an area where the role of monofilament yarn in modern industries is life-saving.
- Surgical Sutures: Non-absorbable monofilament sutures (often made of polypropylene or nylon) are preferred by surgeons because their smooth surface prevents bacteria from harboring in crevices, reducing the risk of infection.
- Medical Meshes: Used in hernia repairs and tissue engineering, these meshes provide strong, flexible structural support inside the human body.
Given the strict regulatory and safety benchmarks required for these applications, manufacturers must rely specifically on monofilament yarn in medical grade certifications to guarantee patient safety and material purity.
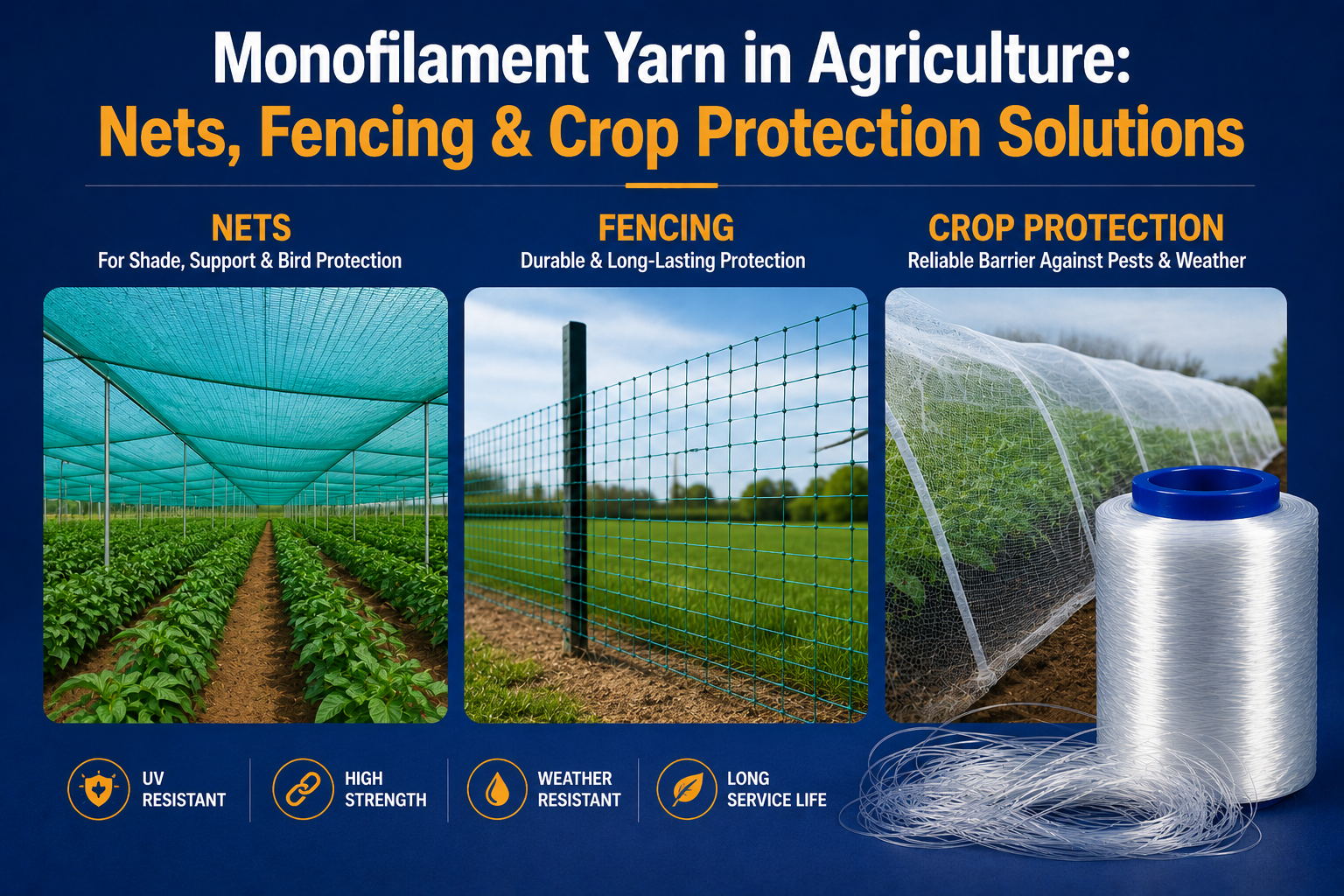
3. Agricultural and Horticultural Protection (Agrotech)
Modern agriculture relies heavily on technical textiles to optimize crop yields and protect investments from unpredictable climate shifts. Woven protective setups utilize specialized monofilament yarn in agriculture to build microclimate environments that shield crops from external hazards.
These applications include shade nets that regulate sunlight, anti-hail nets that protect delicate fruit orchards, and insect-proof nettings. The UV-stabilized polymer blends ensure that these nets can endure years of harsh, direct sunlight without losing their structural integrity.
4. Commercial Marine and Deep-Sea Fishing
The marine industry was one of the earliest adopters of monofilament technology, and it remains a massive consumer. Commercial fishing lines and deep-sea trawling nets rely on the unique physics of monofilament extrusion.
The single-strand design offers minimal drag in water, making nets easier to cast and retrieve. Furthermore, its high transparency makes it virtually invisible to fish underwater, while its high abrasion resistance ensures it won’t easily snap when dragged against jagged coral reefs or heavy ocean floor debris.
5. Automotive and Aerospace Components
Weight reduction and component longevity are the two primary goals of modern automotive and aerospace engineering. Woven polymer configurations highlight the growing role of monofilament in automotive and engineering applications, where traditional, heavier materials are systematically replaced by high-performance plastics. Monofilament yarn plays a major behind-the-scenes role in achieving both.
Engineers use braided monofilament sleeving to bundle and protect wiring harnesses, fuel lines, and hydraulic hoses from extreme engine heat, mechanical friction, and chemical spills. Its lightweight nature helps automotive OEMs reduce overall vehicle weight, contributing directly to better fuel economy and lower carbon emissions.
6. Industrial Conveyor Belts and Paper Machine Clothing (PMC)
In heavy manufacturing and paper production, conveyor systems run continuously under immense tension. The paper-making industry, in particular, utilizes highly specialized forming fabrics, press felts, and dryer screens made from robust monofilament yarns.
These fabrics must facilitate rapid water drainage while forming a perfectly smooth sheet of paper. The high dimensional stability of polyester and nylon monofilaments ensures that these massive industrial belts do not stretch, warp, or sag under intense heat and moisture.
7. Sports Equipment and High-Performance Gear
From the local tennis court to international stadiums, sports engineering relies heavily on advanced polymers. The strings of high-performance tennis, badminton, and squash rackets are frequently woven from co-polyester monofilaments.
These strings provide elite athletes with a unique combination of control, spin, and durability that multifilament strings cannot match. Additionally, heavy-duty sports nets such as those used in soccer goals, golf driving ranges, and cricket practice cages are constructed using UV-treated monofilament yarn to ensure long-lasting outdoor performance.
8. Consumer Electronics and Smart Textiles
As electronic devices become smaller and more complex, managing internal heat and protecting sensitive components is paramount. Braided monofilament mesh is widely used in consumer electronics for acoustic speaker grilles, microphone dust filters, and flexible cable management wraps.
In the emerging field of smart textiles, conductive monofilament strands are being woven directly into fabrics to create wearable sensors, heated clothing, and anti-static shielding for cleanroom environments.
9. Screen Printing and Graphics Arts
The precision graphics industry relies on silk-screen printing for everything from t-shirts and ceramic tiles to printed circuit boards (PCBs) used in smartphones. Modern screen printing “silk” is actually made from high-tension, low-elongation polyester monofilament yarn.
The absolute uniformity of the yarn allows for incredibly fine mesh counts. This ensures that ink passes through the screen evenly, resulting in sharp, high-definition prints with exact color registration, even when printing micro-scale pathways on electronic circuit boards.
10. Construction and Geotextiles
Civil engineering and construction projects use geotextiles to stabilize soil, prevent erosion, and manage drainage around highways, railways, and retaining walls. Woven geotextiles made from polypropylene monofilament yarn offer high water permeability combined with incredible puncture resistance. They allow water to flow freely through the soil while preventing fine sediment particles from washing away, ensuring the long-term structural integrity of major infrastructure projects.
Selecting the Right Monofilament Yarn for Your Industry
Because different fields demand radically different physical properties such as chemical resistance, melting thresholds, or tensile elasticity, selecting the appropriate raw material is crucial. If you are currently developing a new commercial application, reading our technical walkthrough on how to choose the right monofilament yarn for your product will help isolate the exact polymer variant your design requires.
| Polymer Type | Key Strengths | Primary Industry Applications |
| Nylon (Polyamide) | High elasticity, extreme abrasion resistance, excellent recovery | Commercial fishing, sports rackets, automotive sleeving |
| Polyester (PET) | Low moisture absorption, high dimensional stability, and UV resistance. | Paper machine clothing, screen printing, technical filtration |
| Polypropylene (PP) | Lightweight, chemically inert, floats on water, acid resistant | Geotextiles, agricultural netting, industrial filters |
The Engineering Behind Monofilament Yarn in Modern Industries
To truly understand why this material is so highly sought after, it helps to look at how it is made. The production process involves melting high-quality polymers such as nylon, polyester, polypropylene, or PVDF and forcing them through a spinneret with a single hole. The resulting continuous strand is quenched, stretched to align its molecular structure for maximum tensile strength, and heat-set.
This meticulous manufacturing process ensures that the finished product boasts the exact mechanical properties required to handle specialized industrial challenges.
Conclusion: Driving Innovation with Shanthi Industries
The versatile applications of monofilament yarn in modern industries highlight just how vital this single-strand material has become to the global economy. Whether it is enhancing safety in the medical field, optimizing crop production in agriculture, or driving efficiency in heavy engineering, monofilament yarn continues to break boundaries.
At Shanthi Industries, we specialize in manufacturing high-performance, precision-engineered industrial yarns tailored to meet the rigorous standards of today’s fast-evolving markets. If your business requires custom material solutions that deliver uncompromised strength, consistency, and durability, explore our comprehensive product catalog or get in touch with our technical textile experts today to power your next industrial innovation.
FAQ: Monofilament Yarn in Modern Industries
Q1: What is the difference between monofilament and multifilament yarn?
A: Monofilament yarn is made of a single, solid strand of fiber. Multifilament yarn is made by twisting multiple tiny strands together.
Q2: What are the most common materials used to make it?
A: The most common materials are nylon (for flexibility and strength), polyester (for water and UV resistance), and polypropylene (for chemical resistance and lightweight use).
Q3: Why is monofilament yarn used for medical stitches?
A: Its completely smooth, single-strand surface has no tiny gaps. This prevents bacteria from growing on it, making it much safer and reducing the risk of infection.
Q4: How does it help protect crops in agriculture?
A: It is woven into heavy-duty nets that shield crops from harsh sunlight, heavy hail, and insects without tearing or degrading under the sun.
Q5: Can these yarns be customized for specific uses?
A: Yes. Manufacturers can add special properties during production, such as extra UV protection, flame retardancy, or custom colors to fit different industrial needs.